
Ducati Diavel Service Manual: Refitting the cylinder/piston assembly
If new units are used, it is necessary to couple the cylinders and pistons of the same selection (see paragraph "overhaul Of the cylinder barrel/piston components" of this section).
If the pistons have been separated from their cylinders, before reassembling these components, position the piston ring gaps at 120 from one another (the markings must always face the piston crown).
Note
For better sealing the piston ring gaps should be positioned at 180 intervals.
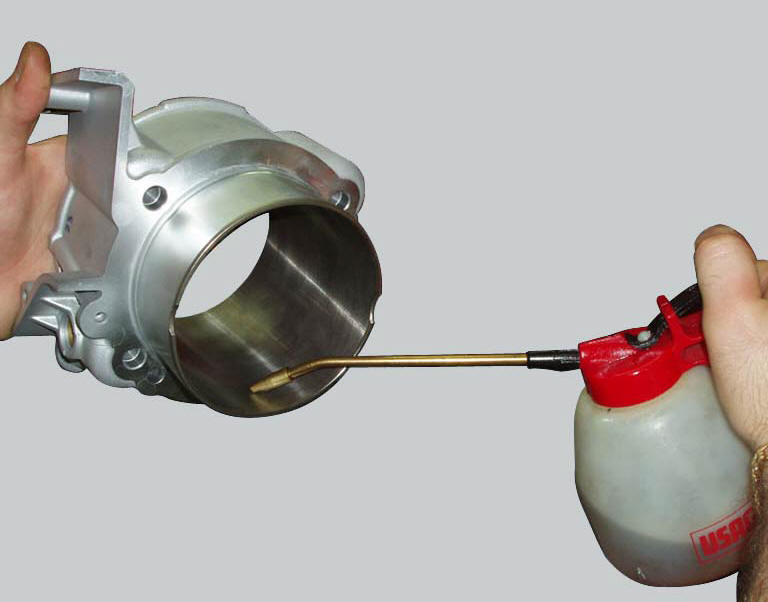
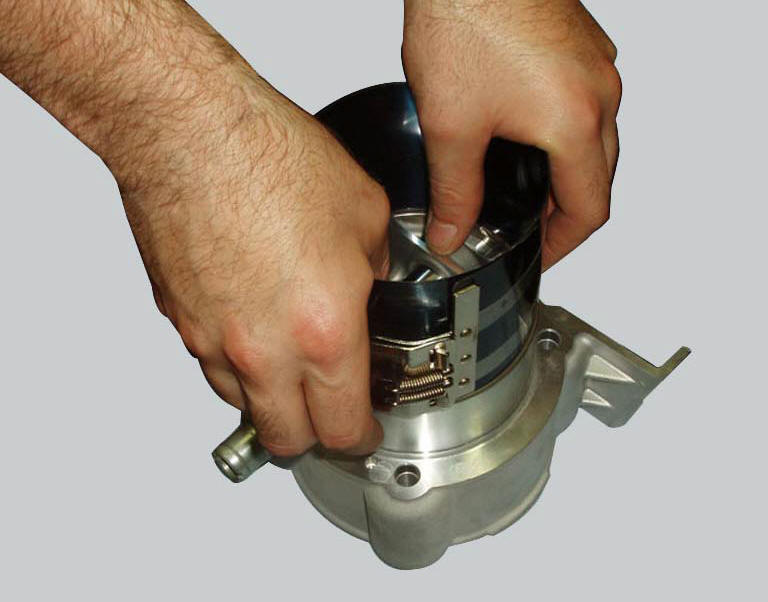
Use a universal tool to carefully insert the piston into the cylinder (first lubricate the inside of the cylinder with engine oil). Position the cylinder with the smallest valve recess is on the side of the exhaust port.
Remove
Remove any deposits and degrease the contact surfaces of the crankcase half and the cylinders.
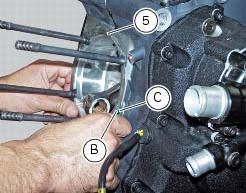
Check for the presence of the cylinders centring dowels (b) and the o-ring (c) on the base.
Apply sealant to the gasket (5) then locate the gasket on the crankcase.
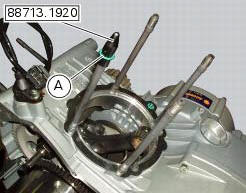
Using the cap 88713.1920, Fit the o-rings (a) on each stud bolt and guide them into their seats in the crankcase.
Bring the connecting rod small end close to tdc and slide the barrel-piston assembly (1-10) onto the crankcase studs.
Push the connecting rod small end into the piston close to the gudgeon pin (3) bore. Lubricate and insert the gudgeon Pin.

The gudgeon pin (3) must slide smoothly in the connecting rod small end bush and in the piston (1).
Close the crankcase opening with a cloth to prevent foreign objects from falling inside and then fit the retainer ring (2) as shown in the figure.
Important
Always fit new circlips (2) on reassembly.


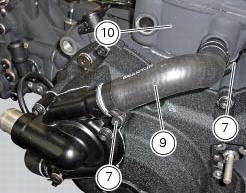
Push the cylinder barrel (10) down until it seats against the crankcase.

Refit the bushes (12).

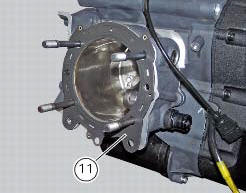
Fit the cylinder head gasket (11) over the studs. The side marked with the part number must be facing the cylinder head.
Note
The shape of the gasket prevents incorrect fitting, provided that the coolant flow holes are aligned with those on the cylinder.
Repeat the procedure for the other cylinder and refit the cylinder heads (sect. 9 - 4.5, Refitting the cylinder head assemblies).
In case they have not been assembled, apply prescribed threadlocker to unions (6) and tighten them to a torque of 25 nm (min. 23 Nm - max. 27 Nm) (sect. 3 - 3, Engine torque settings).

Fit the tubes (8) and (9) and tighten clamps (7) to a torque of 2.5 Nm (min. 2 Nm - max. 3 Nm) (sect. 3 - 3, Engine torque settings).


 Overhaul of the cylinder barrel/piston components
Overhaul of the cylinder barrel/piston components
Overhauling the cylinder
Check that the walls of the cylinder bore are perfectly smooth. Measure the
cylinder bore diameter at 50 mm from the top
face and determine the size class to which it belo ...
 Clutch assembly
Clutch assembly
...
Other materials:
Refitting the gear selector lever
Position the gearbox drum selector fork in the centre of the gear rollers.
Position the gear selector lever (21) together with control shaft, spring and
plate into the chain-side crankcase half.
Insert the screws (18) and (20) with the spacer (19).
Temporarily fit gear change lever (or a ...
Transmission
Wet clutch controlled by the lever on left-hand side of the
handlebar.
Transmission from engine to gearbox primary shaft via spur
gears.
Front chain sprocket/clutch gearwheel ratio:
33/61
6-speed gearbox with constant mesh gears, gear change
pedal on left side of motorcycle.
Gearbox ou ...
Noise and exhaust emission control
system information
Source of emissions
The combustion process produces carbon monoxide and
hydrocarbons. Control of hydrocarbons is very important
because under certain conditions, they react to form
photochemical smog when subjected to sunlight.
Carbon monoxide does not react in the same way, but is
toxic. Duca ...